Several improvements in hardware, software and algorithms make consistently spotting 0.3 mm stainless steel fragments in food possible
Squeezing extra sensitivity out of X-ray detection systems
If you’re an electrical engineer, you might not think that a 3 decibel increase or decrease in power (ratio of 2:1 or 1:2) would make much difference in a radio signal received 30 miles away from the transmitter site, and you’d be right. But, if you consider the difficulty of detecting stainless steel (SS) fragments in food less than 1.0 mm in size, being able to consistently detect a metal fragment one-half the size—or 0.5 mm—would be a major improvement, seemingly insurmountable in the real world.
ABM Equipment (Vancouver, Wash.) thought that Eagle’s PXT X-ray solution would be capable of accomplishing this if it were applied to products outside poultry. Eagle’s PXT solution, originally developed for the poultry industry where bones are becoming finer and less calcified, was designed to provide a new level of sensitivity in one of the most troublesome applications. To do this, the generators’ beam geometry was modified and the detection nodes (diodes) were placed closer together—reducing the spaces through which contaminants could slip, says ABM Co-Owner Jeff Walling. With more data to work from, the algorithms were also restructured to more accurately identify contaminants and reduce false rejects.
ABM Equipment is Eagle’s principal distributor and product-development partner. ABM helped develop a number of applications including the pipeline and meat chub solutions—and has produced a software package that simplifies machine validations, product rework, and image retrieval to combat false liability claims.
Since the release of the PXT, Eagle has been adapting the technology to other machines and applications, and getting similar results. It is currently available in the Pipeline, 430, RMI 400 and 550 models, with the 240 adaptation nearly complete.
“This is a quantum leap for the industry,” says John Cassa, co-owner of ABM Equipment. “For the past few decades every player in the space has been pretty comparable. One company may perform better with this contaminant or that product, or they might get real tight specs on a specific application. They might see 0.5 mm stainless steel in cheese, for example, but then that’s all they can see. We’re getting unheard-of specs on everything—metal, bone, glass, plastic, stone, item weight, fill level, whatever. Even mass measurement and item count have improved dramatically.”
I asked Cassa to fill us in on the PXT solution, how it came to be and what the technology holds for future development in X-ray scanning technology for food and beverage.

Jeff Walling, co-owner of ABM Equipment

John Cassa, co-owner of ABM Equipment
FE: How old is ABM Equipment? Are you a system integrator?
John Cassa: 25 years, and yes; integrator, custom equipment manufacturer, existing equipment optimizer… we take system responsibility from design to implementation and controls. We engineer in-house and own a scale company, which allow us to put our arms around most projects.
FE: Who are your customers?
Cassa: Because of the mentioned scale company, a powder bulk solids division and food inspection division, we have a pretty wide range of customers. So, from a strawberry stand to a dam to breweries and labs—and of course—all food processors, globally and locally.
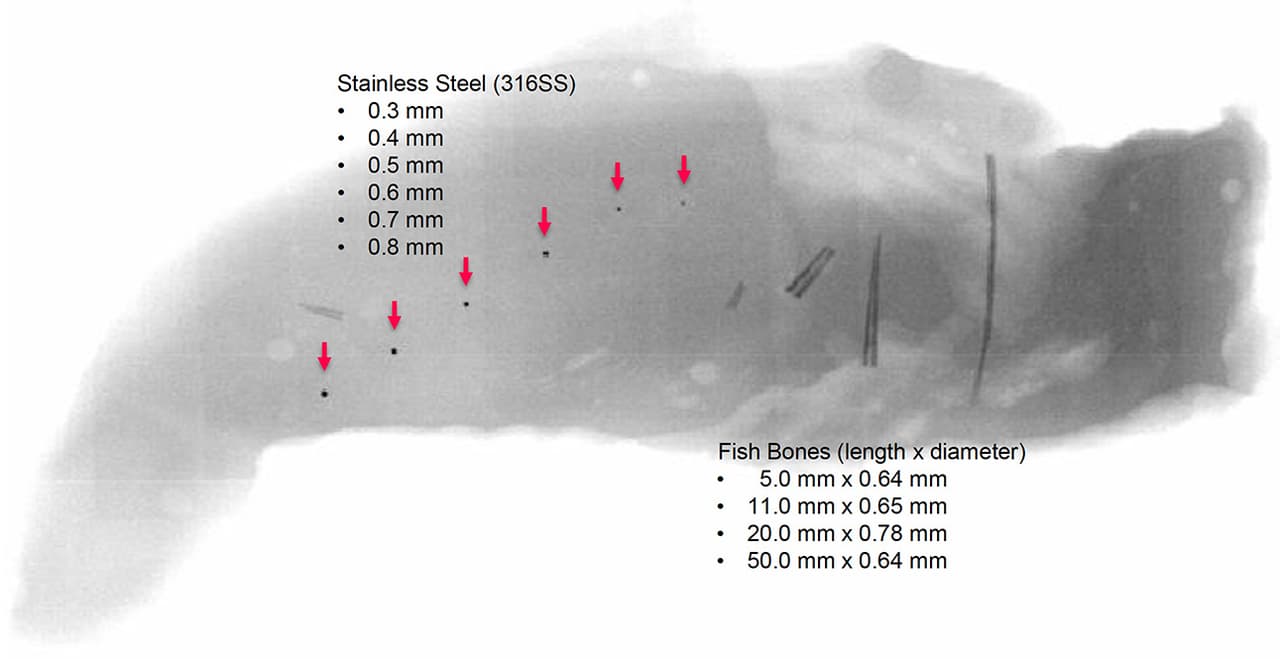
Machine image of a fish fillet shows contaminants showing up clearly that would usually be very difficult or impossible to detect . Photos courtesy of ABM Equipment
One of the machines compatible with PXT is capable of detecting SS particles down to 0.5 mm and smaller.
FE: What is the range of detection equipment types/models that you offer?
Cassa: We have an extensive background in magnetics, using magnets to pull material out of product flows, and that’s the point from which we got into metal detectors. We have checkweighers from the scale side, then, of course, there’s X-ray. X-ray is pretty standard at this point, in part due to the flexibility provided for rework stations and reject lanes. X-ray will let you do bulk flow with pull-nose rejects, power drop gates, powered lift, pusher rejects, overhead sweep, air blast rejects, and full banks doing very high rates and small waste, which takes us into sorting. In that industry you have to be able to say if you reject one rock, you can only lose 1.5 nuts, and that’s where we’re getting. X-ray can perform a number of quality checks like fat analysis and item mass with less than a 0.5% margin of error, which encompasses the metal detection, weighing, sorting and analyzing offerings.

FE: What specifically is your relationship with Eagle?
Cassa: First and foremost we’re a long-time distributor coming up on 20 years now and a full-service provider; so we do warranty, parts and sales. On the back-end, we help develop application-specific solutions that are hard to tackle as an OEM, which [Eagle] has used and licensed from us. We’ve also developed a software package that enhances our offerings.
FE: What in general have been the limitations of X-ray detection systems for use in food and beverage? (e.g., sensitivity, type of material, detection rate or sensitivity, etc.)
Cassa: X-ray’s challenges have been performing under varying conditions. Products from beef to lettuce vary drastically, as do the contaminants. So when you’re trying to train a machine to look for rocks or plastic within different packaging like cans or bottles, things get complicated quickly. So in practice, the limitation has been we had to sacrifice performance in one area for another. Of course there’s always a tradeoff between speed, sensitivity and accuracy, but an X-ray-specific hurdle would be the noisiness of an image—you can imagine how much harder it is to find a rock in a bag of nuts than in a block of cheese. Now we can find rock and golf balls in noisy images like French fries without giving up other metrics.
FE: Some X-ray companies have promised a 0.3 mm sensitivity, but was this realistic? Why or why not? Would you have considered anything under 1 mm a challenge to detect?
Cassa: Again, it’s product- and application-dependent. People have claimed all the way down to 0.1 mm stainless, but that’s on a nice clean energy bar image moving, say, 40 units per minute (we’re doing 850 now). So if you have a lot of money, only care about metal and are prepared for a lot of false rejects, that’s realistic. But not for anyone else. Most of the world deals with changing product lines, evolving methods and new packaging. Most producers are looking for anything outside the norm for their product, and there are a lot of products out there. People could say they can find 0.3 millimeter metal, but in the reality, in an actual production scenario, that hasn’t been possible without a high reject rate. And yes, finding 1 mm contaminants in a lot of products on the floor was a challenge; now it’s not. Some applications are easier, some not so much.
FE: How do food products being checked affect the sensitivity of an X-ray system to detect very small metal fragments? What kind of consistency in detection results should be expected for different food products?
Cassa: With X-ray, you’re facing how much is going on in an image (noisiness) and how similar the contaminant is to the product in density and radiation-absorptive properties. French fries are real busy, for example. Products with lots of dark spots, light spots and voids have previously made this level of detection impossible without a high reject rate. Now you’re going to see the same amount of consistency as before, just while hitting a much smaller spec on your contaminants, and performing better on plastics and low-density glass. False rejects come from pushing a machine further than it was meant to go, and now the machines are just meant to go further. So the producer can expect a significant multiplier attached to the performance of X-ray within their product class.
“Having just the hardware is not enough; you've got to have the software to marry it… or even just make use of it.”
— John Cassa, co-owner, ABM Equipment
FE: What came first when you decided to make improvements to machine sensitivity—or the ability to detect small (0.3 mm) SS fragments: emitter/generator (output strength, wavelength, etc.), sensors, software, algorithms, etc.?
Cassa: Eagle’s greatest strength is their algorithms, which they have focused on since day one. While other groups just wanted to be detectors of small metals, Eagle has always gone after difficult applications that required flexible operating systems. As new hardware—and this is what just happened—becomes available, Eagle’s core algorithms and software enables them to adapt quickly to new technologies that are coming on to the market. Whether it be tubes, generators, powers or diode strength, we’re able to plug them in and use their full potential right off the bat and take them to market faster than anyone else.
How 0.5 mm looks referenced to a finger—while a consumer might not notice it, an SS fragment this size could still do damage to a tooth.

FE: What design improvements were made to these parts of the overall X-ray inspection system?
Cassa: This is an improvement of the detectors, generators and auxiliary equipment, and of course, the software design that was able to make use of it. The new hardware is available to everyone on the market, but the reason other companies haven’t gotten the same results is because their approach centers around simplicity. They want to say “it’s easy; just plug it in and it will do everything for you,” but the price they pay is flexibility with new hardware. And the criticism they’d have for Eagle is that our operating system is too complex. And it’s true that it’s super complex behind the user interface, but you don’t really get into that as a machine operator. I don’t want to get too much into the IP here but the way we collect images, view them, and assess pixels and energy, it’s all fundamentally different. Having just the hardware is not enough; you've got to have the software to marry it… or even just make use of it.
FE: Have any of these improvements been patented? Or do you seek patents?
Cassa: Yes, there are patents pending.
FE: As I first said in my opening, an improvement from, say 1.0 to 0.5 mm, may not seem all that great, but doesn’t consistency become just as important?
Cassa: Exactly—consistency is everything. With this technology, the global producers will be reevaluating their contaminant spec because the consistency is now there, whereas sacrifices had to be made in the past. For example, USDA’s choking hazard spec is 7 mm, which was hard to hit on things like plastics, so producers would turn up sensitivity to find those contaminants, paying the price with product losses through false rejects. The benefit is hitting that specification consistently without the losses.
FE: Where do we go from here? What applications that seemed impossible a few short years ago are doable now in food and beverage?
Cassa: First is going back to improve our detection, consistency and false reject rates on all the applications we have out there, especially for customers who were looking for those low-density contaminants like golf balls and light glass. Then we’ll have to revisit the applications with especially busy images that we’ve had to pass on in the past. Then we’ll really try to get the word out to new processors we haven’t talked to before.
FE: This technology is available now, correct?
Cassa: Eagle’s actually had this technology for over two years now with multiple R&D units in the field, and it was finalized and released for a specific application last year. Since then it has been applied to more units, and it’s currently available in the pipeline and other popular models. More adaptations will be finalized next year.
FE: What else is important that I didn’t ask?
Cassa: I was hoping to talk about our software more because that’s what everything is coming down to. A lot of recalls could be stopped if scales, broken bag detectors, metal detectors, etc. were reporting in real-time.
For example, there was a large producer recently who had pieces of a conveyor belt getting shaved off and depositing metal in the product. There was so much of it that the operators thought the metal detector was malfunctioning. And that wasn’t unreasonable of them because they deal with malfunctioning equipment all the time. The reason recalls happen like this is because high level people—the ones with the perspective and ability to shut lines down—weren’t in the know.
So what ABM has done is develop a data bridge that enhances Eagle reporting and gets the rest of the pieces of equipment in the line to talk to us. For Eagle machines this means X-ray image storage for liability claims, item-level traceability, audit reports and action tracking so you know if an operator changed parameters, stuff like that. For down- and up-stream equipment it means generating alerts and putting data in the right file location whether it be for quality, management, engineering, and logging to give them the information they need. FE