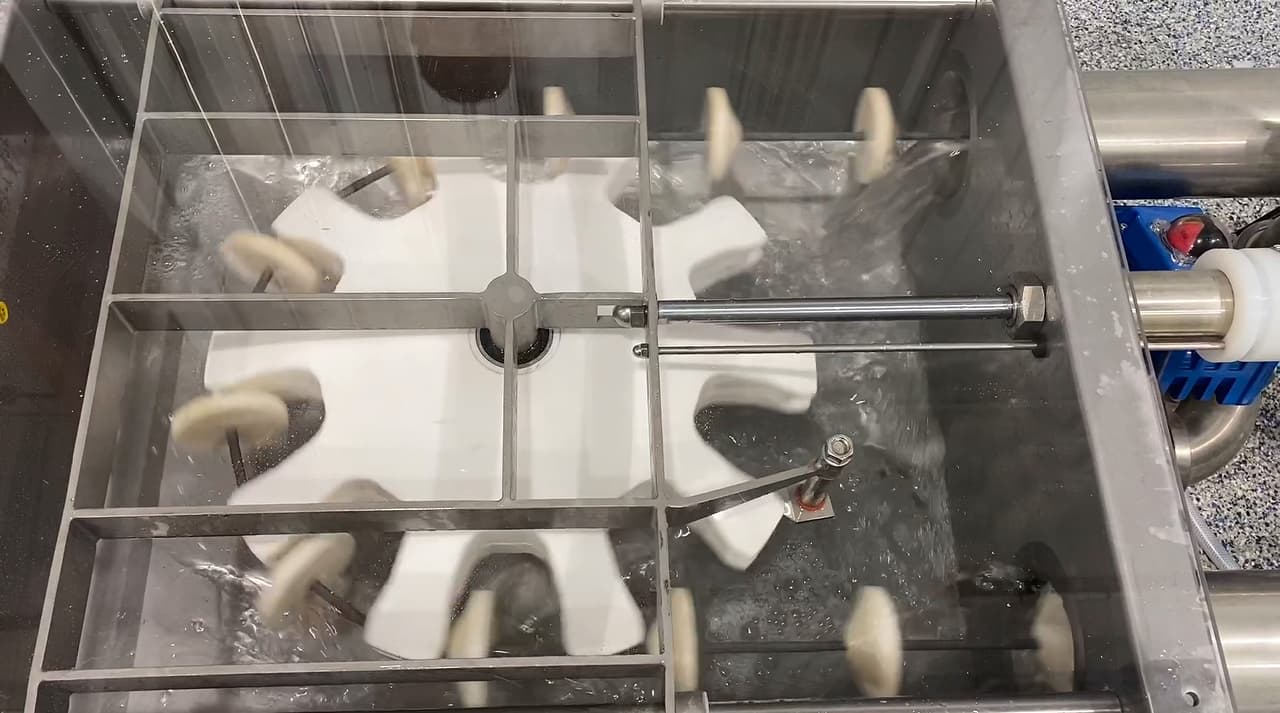
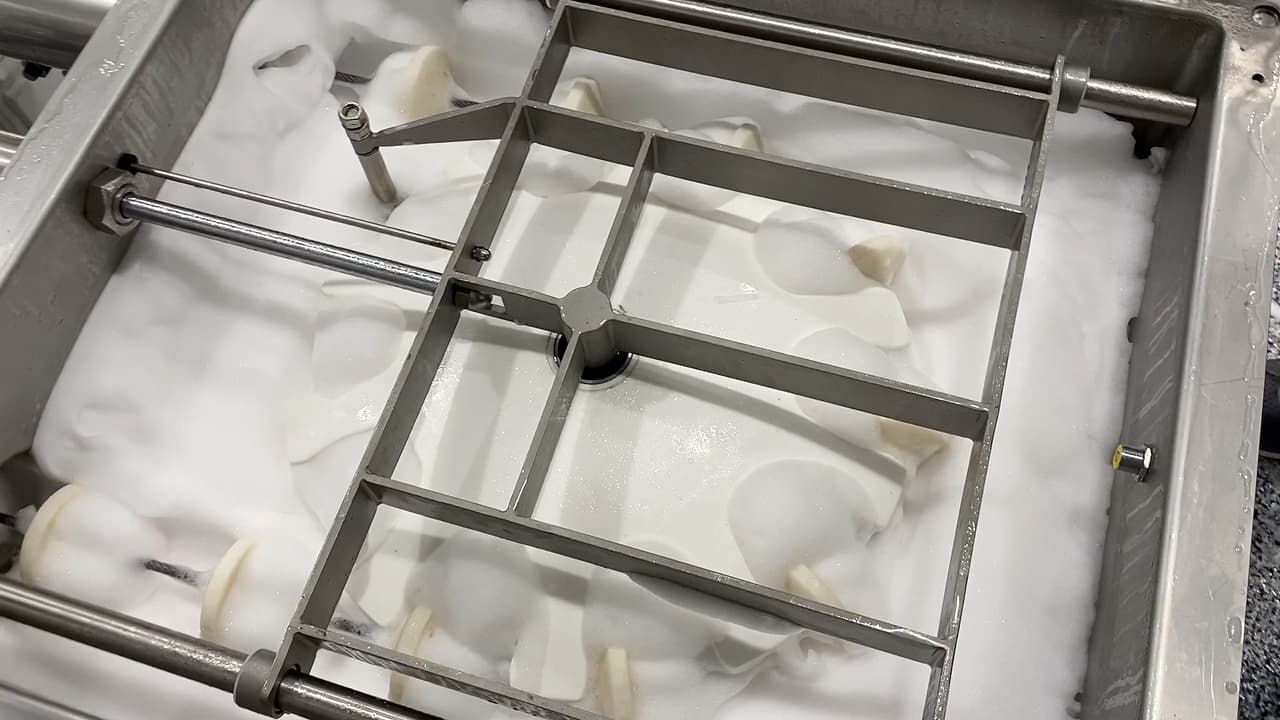
Cablevey Conveyors’ wet cleaning process internally cleans in several steps, starting with a water rinse followed by a foaming agent, sanitizing rinse and final water rinse. Photos courtesy of Cablevey Conveyors
National Frozen Foods Corp., a national processor of frozen vegetables since 1912 that processes more than 400 million lbs. of product annually, was looking to meet higher compliance standards while increasing the speed of packaging.
The company found a solution in a tubular conveyor system capable of providing an extremely reliable conveyance and automated cleaning of the system without having to take it apart, according to Mark Koreis, superintendent processing/packaging, at the Moses Lake, Wash., plant.
The plant previously conveyed frozen peas, corn, lima beans, diced carrots and legumes using a pneumatic conveyor to move product to bulk packaging areas, Koreis says. But this was less than ideal for their application. “Our previous pneumatic conveyor system generated a lot of heat, which is not good for frozen product, so we had to inject cool air into the system,” he says. “Also, sanitation of the system presented challenges.”
National Frozen Foods Corp. installed a tubular cable conveyor system from Cablevey Conveyors to improve cleaning efficiency
Enclosed wet cleaning improves food safety, increases product changeovers
“We sought a more reliable, precise, streamlined cleaning process, as well as increased production speeds”
— Mark Koreis, superintendent, packaging/processing, National Frozen Foods Corp.
According to Koreis, the cleaning process was inefficient and led to some downtime. As a result, the system was typically limited to conveying no more than 8 to 10 tons of product per hour. “We sought a more reliable, precise, streamlined cleaning process, as well as increased production speeds,” says Koreis.
To resolve the issue, the plant replaced the pneumatic conveyor system with a tubular cable conveyor system with automated wet cleaning capability from Cablevey Conveyors. In the food industry, the conveyors are utilized for products such as nuts, cereal, snacks, beans, seeds and coffee. The system can convey up to 2,000 cubic feet per hour of materials with numerous layouts using multiple inlets and outlets.
The cable conveyor’s wet cleaning process internally cleans the tube in several steps starting with a water rinse followed by foaming agent, a sanitizing rinse and a final water rinse. Once the system is thoroughly flushed out, drying is achieved by attaching urethane wipers to the tubular conveyor’s discs, which act like a squeegee to remove any residual water.
Because tubular cable conveyors are enclosed, they can be quickly and effectively flooded with water, flushed, rinsed, cleansed and thoroughly sanitized without disassembly.


Cablevey Conveyors tubular conveyor is clear except for the clamps so staff can visually check anytime. A cleaning inspection option involves a small, lighted camera system, with video inside the tubes viewable on a smart phone via an app.
For the Moses Lake frozen food processing plant application, a 6-inch dia. tubular conveyor system approximately 100 ft. long was installed to send product to be packaged in boxes or totes for shipping. To automate the cleaning process, Cablevey helped to integrate the conveyor with the plant’s distributed control system (DCS).
“By automating the cleaning, the Cablevey system is essentially self-cleaning,” says Koreis. “It is very convenient to let it run through the cleaning process and have employees take care of other tasks.”