Liquid food processors can cut out the chemicals and produce long-term, stable clean-label products
Shear technology uses homogenization and ultrahigh pressure to improve quality, kill bacteria
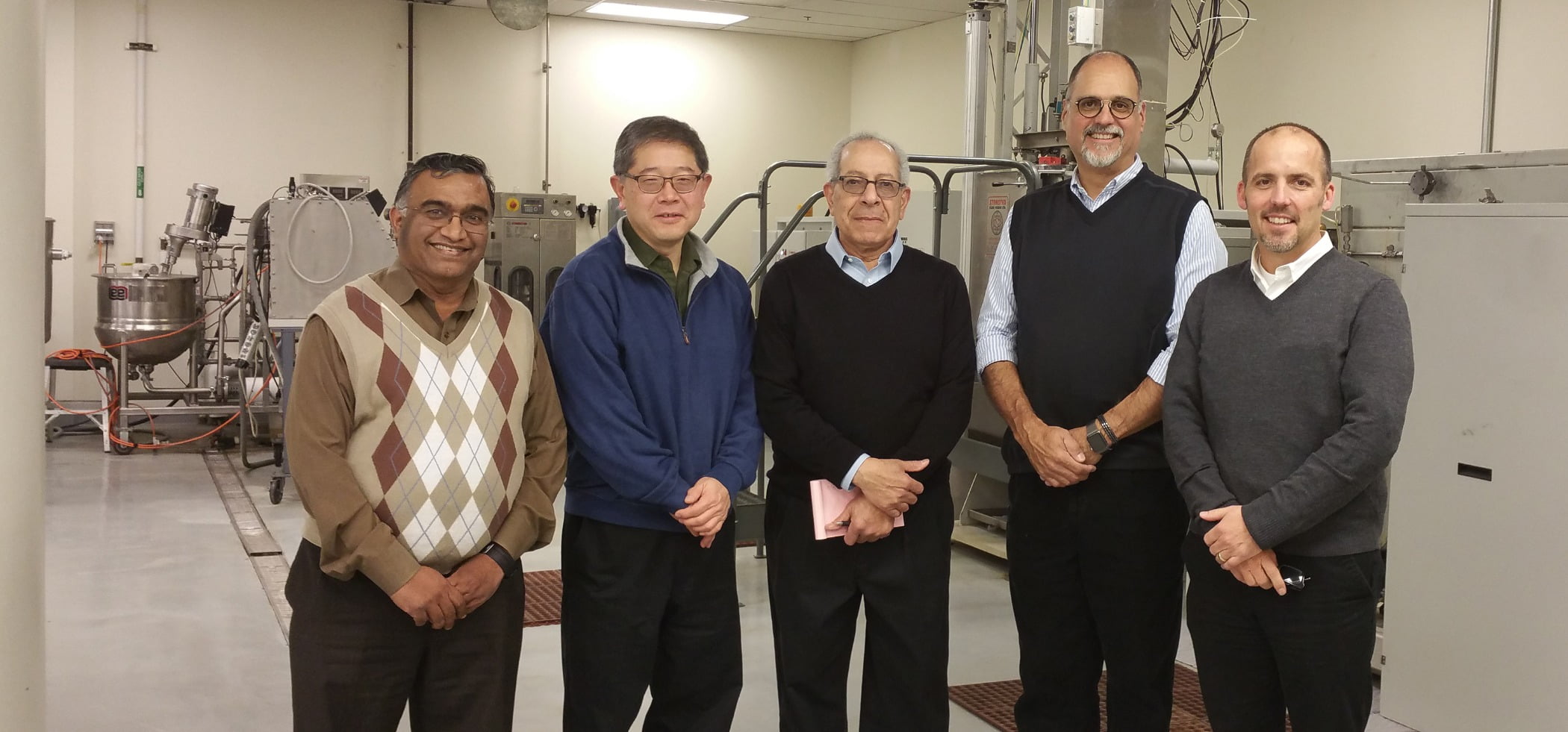
A team from The Ohio State University College of Food, Agricultural, and Environmental Sciences has collaborated with Pressure BioSciences to develop a shear technology to preserve liquid foods. From L to R: Professor V.M. "Bala" Balasubramaniam, PBI Senior Vice President Edmund Ting, Professor Ahmed Yousef, Professor Rafael Jimenez-Flores, and Associate Professor Christopher Simons. Photo courtesy of Ohio State University of Food Ag Environmental Sciences
We know that pasteurization and sterilization can kill bacteria. The extent of bacteria destruction depends on both temperature and time. Unfortunately, time at high temperature can also degrade the good stuff—flavor, taste, nutrition and quality.
Well, today’s preservation methods aim to do away with the spoilage and keep the good stuff by using less heat and without chemicals. Researchers at The Ohio State University College of Food, Agricultural, and Environmental Sciences (CFAES) in partnership with Pressure BioSciences (PBIO) have created a university-industry consortium to further the development of—and provide access to—a new, innovative manufacturing technology for liquid foods.
By subjecting liquid food to intense shear resulting from high pressure discharge, bacteria cells can be disintegrated without the use of high temperature or preservatives. Combined with the heat released during processing, enzymes and spores can be inactivated, extending potential use from juices to low acid foods. Mechanically, the food is homogenized to an extreme level, reducing droplet size so small that they stay in suspension, eliminating or reducing the need for additive stabilizers. High pressure also promotes beneficial changes in viscosity for certain starch or protein products.
While this method, named Ultra Shear Technology™ (UST), uses high pressure from 20,000 to 60,000 psi, it is different from HPP (high pressure processing)—another high pressure-based method that has seen incredible success in the last 10 years. Unlike HPP, UST is a continuous flow process. UST will allow processors to make healthier products by reducing thermal exposure through the combined application of elevated pressure, shear and controlled times and temperatures.
What does this process promise? “Healthier food options that health-conscious consumers want, which aren’t preserved using chemical additives and preservatives with names they can’t pronounce,” says V.M. “Bala” Balasubramaniam, a CFAES professor of food engineering who is leading the project. With a multidisciplinary team of microbiologists, chemists, sensory scientist and nutritionists, his lab has partnered with Pressure BioSciences Inc. (PBI) to develop this new technology. PBI is a Massachusetts-based company that manufactures high-pressure-based equipment for the life sciences industry. Dr. Edmund Ting, senior vice president of engineering, leads PBI’s efforts in commercialization of UST technology. Ting has more than 30 years of experience in material science, ultrahigh pressure, and food and biotechnology applications.
Dr. Balasubramaniam has 25-plus years of experience in the development and evaluation of various advanced thermal and non-thermal food manufacturing technologies, particularly for high pressure-based technologies for food safety, nutrition and quality.
I asked Dr. Balasubramaniam if he could fill us in on the details of this new method and how it differs with HPP.
FE: Can you describe how this process works in terms of the physics? We know that with thermal pasteurization, there is a time-temperature endpoint, and with HPP, there is a time-pressure endpoint for a given mass and product. So you’re throwing shear into the mix of time, temperature and pressure, right? How does shear relate to the other three variables? I would think that because of friction, shear increases the temperature of the process, correct?
Dr. V.M. “Bala” Balasubramaniam (BB): UST is a continuous high-pressure-based technology for liquid foods and beverages that involves pressurization of liquids to over 55,000 psi and subsequent discharge through a special shear valve. While conventional homogenizers only operate up to 3000 psi, UST can operate at over 55,000 psi, creating a much more intense disruption event. When the fluid passes through the shear valve, objects in the liquid are physically distorted by the shear. At a critical shear threshold, physical coherence is lost. If the object is a yeast cell, it is torn apart; if it is a droplet of oil, it is reduced to a super fine emulsion. Furthermore, since the conversion of pressure energy into kinetic energy ultimately increases the temperature of the fluid, holding the exit temperature for a defined time period can further determine microbiological effect. The magnitude of pressure, temperature and UST holding time determine microbiological synergy and efficacy. Different classes of food matrices may benefit from use of different valve geometries. This a topic of current research.
FE: What are the benefits to this process? How does UST affect the mouthfeel of a particular beverage? For example, I like my orange juice with a lot of pulp. How does this process affect this quality of juice?
BB: UST treatment impacts many beverage quality attributes including color, viscosity, particle size reduction, and mouthfeel. Prior to UST treatment, the liquid beverage is typically free from larger clumps and solid particles. They are often removed using a filtration step. In the case of orange juice, pulp is likely broken into smaller fragments when exiting shear valve. UST is great for making emulsions and even nanoemulsions that could be ingredients for many beverages.
Prototype photo of PBI’s UST pilot system shows: 1. Control system; 2. 40HP, 60,000psi high pressure pump; 3. Isolator enclosure; 4. UST valve; and 5. Output to filler. Photo courtesy of Pressure Biosciences
FE: Since “shear” seems to be an operative word in UST, does this process lend itself to fruit juice combinations? How so? What other liquids or slurries can be handled by UST?
BB: Yes, UST technology can be used for creating innovative liquid beverages. Juices, smoothies, shakes, innovative protein drinks, sports drinks, nutritional drinks for seniors, infant drinks, sauces, and many other applications may benefit from this advanced technology. UST technology will enable liquid food processors to fortify various nutrients in beverages. PBI is even working on oil-water nanoemulsions of nutraceuticals intended for blending with water.
FE: Is UST better suited to high-viscosity liquids or lower—or doesn’t it matter?
BB: UST works for most pumpable fluids. Modification to the fluid handling system and valve might be needed for very high viscosity products. Depending on the liquid’s sensitivity to shear, the viscosity of fluids can increase or decrease after the treatment. This change in viscosity is the topic of current research.
FE: How friendly is UST to vitamins and nutrients in the liquid you are processing?
BB: At chilled or room temperature, UST pasteurization treatment is expected to preserve or [have] minimal effect on most vitamins, bioactive compounds and nutrients in liquid beverages. High temperature significantly degrades various vitamins and bioactive compounds.

FE: So what does the equipment look like to accomplish this process? Is the process done under pressure? How is the pressure applied and maintained? How do you control the overall UST process?
BB: UST treatment is a continuous flow process that starts with a product holding tank. For example, during low-temperature UST beverage pasteurization, the raw or pre-formulated product is held at chilled temperature in the holding tank. Then, it passes through the patented UST system where the liquid is pressurized up to 55,000 psi. Subsequently, the pressurized liquid is depressurized via shear valve and then aseptically packaged.
FE: Is UST primarily a batch process (like HPP)?
BB: UST treatment is a continuous high-pressure flow process.
FE: How does Pressure BioSciences fit into the picture? What is their role?
Edmund Ting (ET): Pressure Biosciences Pressure Inc. is a leader in the application of high pressure for the worldwide life sciences industry. PBI invented UST (US patent 108231159) and is installing a pilot scale UST equipment at The Ohio State University Center for Clean Food Process Technology Development. The PBI UST equipment has three unique features. First, UST decouples physical contact between the product and the pressure generator (pump) via a proprietary isolator system. This system allows a wide range of industrial high-pressure pumps to power the UST process. These pumps can sustain flow rates ranging from less than a liter to over 25 liters per minute at pressure from 20,000 to 60,000 psi. The UST process also incorporates a novel self-throttling, clog-resisting valve where shear rate is maximized by minimizing the fluidic gap through which the high velocity flow takes place. Lastly, the UST approach utilizes precise temperature control to regulate the interaction between pressure, shear rate and temperature, which are important to the physical or microbiological goals. PBI is collaborating closely with The Ohio State University to advance UST science and industrial commercialization.
“At chilled or room temperature, UST pasteurization treatment is expected to preserve or [have] minimal effect on most vitamins, bioactive compounds and nutrients in liquid beverages.”
— Dr. V.M. "Bala" Balasubramaniam, The Ohio State University College of Food, Agricultural, and Environmental Sciences
FE: Have you been working with any food or beverage processors in perfecting the UST process? At what level? What are some products (not brands), you’ve tested?
BB: Yes, we recognize the importance of involving food processors early on to develop the technology and we have been interacting with interested food processors. OSU and PBI formed a university-industry consortium to advance UST technology and its food industrial adaptations. We currently invite interested processors to join the consortium for an annual fee. Food and beverage processors who are part of the OSU UST consortium will gain first-hand experience and evaluate technology benefits and limitations for their products using this prototype equipment. Consortium members help to prioritize key research questions that would facilitate commercial introduction of UST-treated products. Consortium members will also have the first opportunity to review various results from the consortium-funded multidisciplinary research conducted at OSU. When a consortium member decides to commercialize UST technology, they will have first choice to negotiate a license with the consortium operator (OSU) and equipment provider (PBI).
FE: Are you licensing UST to potential equipment suppliers? Has there been some interest?
BB: Food processors can work with PBI in securing relevant UST equipment IP. OSU can license OSU developed process specific IP.
FE: What stage is the invention in at the present time? Is there a commercial version available yet? If not, what is the timeline for market introduction?
ET: Research conducted by OSU, PBI, and other researchers has clearly demonstrated the benefits of using ultra-shear processing in terms of product stability and nutrition. Based on our team’s research, a prototype UST equipment has been developed. The prototype PBI pilot UST equipment at OSU will allow a flow rate of two liters per minute (LPM) and yield sufficient product quantity for industry evaluation. PBI is also building other UST equipment intended for the nutraceutical and pharmaceutical markets. PBI anticipates that these higher value-added markets, such as nanoemulsions, will be the first to commercialize UST.
FE: Who are the intended users of the new UST process?
BB: As a novel food processing technology, UST technology may be of interest to liquid and beverage processors who are interested in preserving the value-added clean-label beverages desired by consumers. At the moment, the technology may not be suited for commodity type processing. With wider industrial adaptation, processing commodity products can be economically feasible. The higher the value added, the more justifiable it is to use UST.
FE: Are you looking for any food/beverage processing partners?
BB: Yes, both Dr. Ting and I are happy to talk to interested liquid food processors.
FE: How can food or beverage processors get in touch with you?
BB: Interested liquid food and beverage processors can reach out to me via balasubramaniam.1@osu.edu or 614-292-1732, or Dr. Ting from PBI at eting@pressurebiosciences.com or 253-347-0026. FE