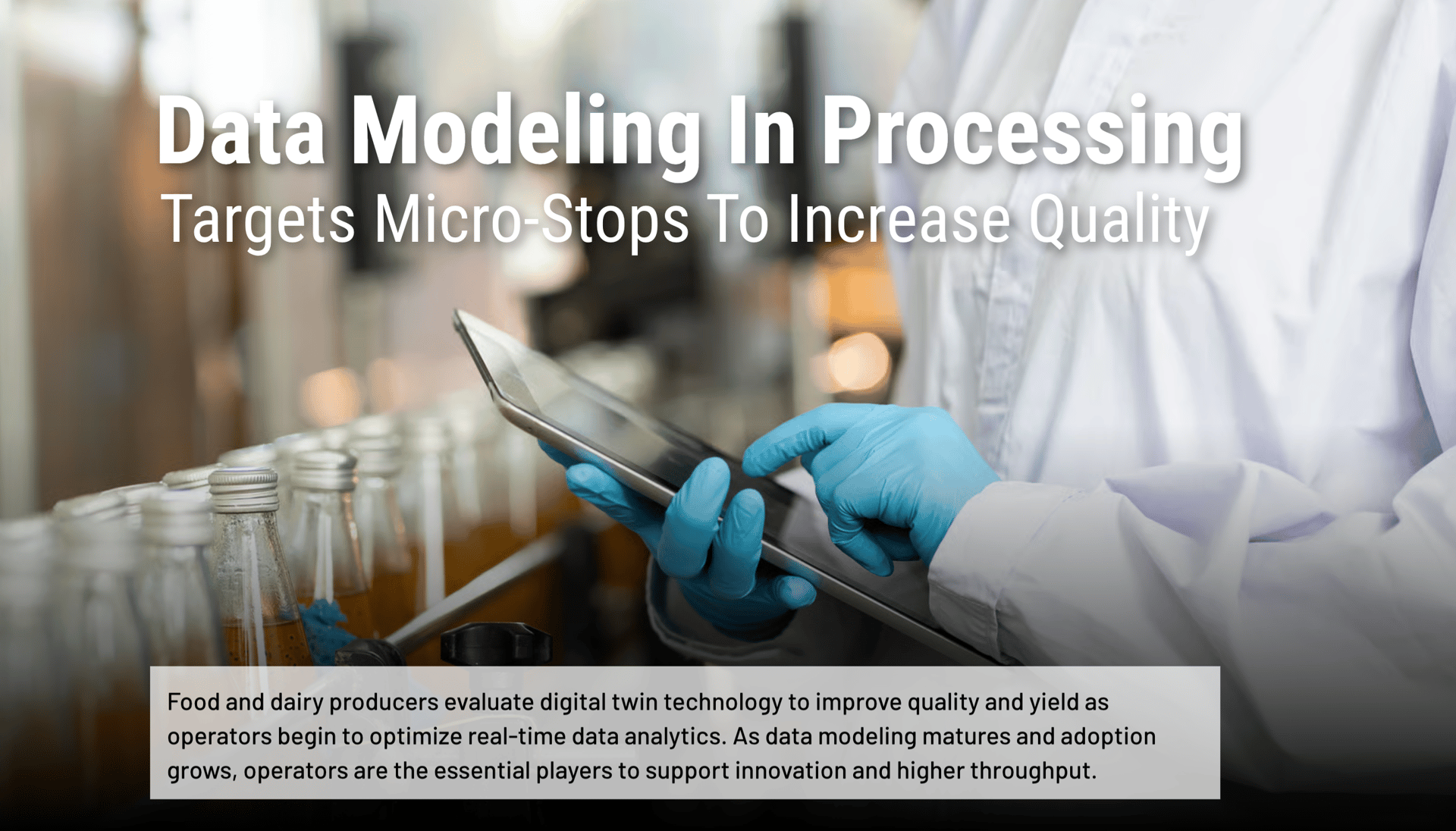
Automation
Robots and cobots, with the help of some clever programming and AI, can take on most any job anytime, anywhere.
Robotics Solutions
for All Food Processing Jobs and Seasons
By Wayne Labs
Photo courtesy of Tetiana Lazunova / Getty Images
Robotics and cobotics are becoming vital role players in the food and beverage industry. From picking berries or tomatoes, butchering meat carcasses, manipulating food processes, making RTE meals and all stages of packaging to shipping, AI-powered robots and cobots are taking on jobs where people simply aren’t available to do the work.
We asked robotic suppliers and system integrators to show us how robots and cobots are fulfilling jobs in the food industry, often doing tedious or even dangerous work that OSHA might have considered not fit for humans.
This is a series of applications with photos and videos to show what is possible with robotics now — and look to what the future holds with AI becoming more prevalent in controlling robots’ moves and maintaining high product quality.
Palletizing trays and/or cases of coffee bags
Marcus Kurle, CEO, AAA20 Group, integrators of RaaS (robotics-as-a-service)
Description: This is a production line for a well-known coffee manufacturer where palletization was previously done manually. The challenge was twofold: the line runs two different formats (trays of coffee bags and cases of coffee bags), switching between them. The available footprint for the palletizer was very limited. We custom-developed a solution built around our collaborative palletizers, which handles both formats within the constrained space. It has been running in production for over a year.
For this use case, the requirements were well-defined enough that conventional programming delivered the reliability and predictability needed.
Obstacles/Challenges: The main obstacle wasn’t just programming the cobot to stack two different product types — it was designing the upstream conveyor, in-feed and accumulation system to reliably handle both trays and cases on the same line and to switch between them seamlessly. Solving the palletizing logic and the material-handling logic together — within the tight footprint — was the real engineering challenge.
Outcome: The cobot increased end-of-line efficiency, eliminated the ergonomic strain of manual palletization and freed up operators for higher-value tasks. Just as important, the processor accessed all of this through our month-to-month equipment subscription model with no capital expenditure.
The collaborative robot was set up to stack two different kinds of product on either side in limited space. The installation provides robotics-as-a-service (RaaS) where the coffee processor pays a monthly fee. Photo courtesy of AAA20 Group

AI challenge: Robots move from scooping to piece picking in RTE application
Rajat Bhageria, founder and CEO, Chef Robotics
Description: In January, Chef Robotics announced its piece-picking application. Until now, all ingredients our robots handled were scoopable items used in ready-to-eat (RTE) meal production. The new piece-picking capability uses the same robot with a different picking utensil to handle individual, discrete items.
With this launch, we’re addressing the challenge that much of prepared food assembly still relies on manual labor for picking and placing discrete items, which is difficult to automate. For example, no two pieces of chicken breast look the same, and even regularly shaped items like sauce packets can be tilted or angled within an unstructured bin.
Our robots use AI in two parts of the piece-picking process. First, the perception system evaluates how ingredients are distributed in the pan our robot picks from and determines which item to pick next. It also predicts how to angle the utensil to ensure a secure grip. Second, the system evaluates conveyor speed, detects trays and compartments or inserts within trays, and selects the right timing, position and height to place each item accurately in the correct location and orientation.
Obstacles/Challenges: Simulation doesn’t work well for food, so our biggest challenge was collecting enough training data to ensure strong performance for piece picking. We addressed this challenge by combining lab and production data, which allowed us to train our AI models much faster. With over 100 million servings completed in production at customer sites, we have built the world’s largest dataset of real-world deformable material data. This dataset not only improves performance on existing applications with scoopable items but also enables us to develop new capabilities like piece picking faster than other food robotics companies.
Outcome: Each Chef robot provides the equivalent of a worker picking and placing ingredients on the production line. This helps food manufacturers improve consistency, reduce giveaway and maintain throughput even when labor availability is limited.
Pick-and-place robots must deal with randomly spaced packets of seasonings to place them in the container. Photos courtesy of Chef Robotics


Automating fruit harvesting
Fengyi li, brand manager, DUCO ROBOTS
Description: DUCO robots are used for automated fruit harvesting (including melons and berries) in orchards. The system has been piloted for over a year and addresses labor shortages, high seasonal labor costs and inefficiencies in manual picking.
AI enables real-time fruit detection, ripeness assessment and autonomous path planning. It also supports obstacle avoidance and precise navigation, allowing the robot to operate efficiently in orchard environments.
Obstacles/Challenges included uneven terrain, delicate fruit handling and precise targeting. Solutions involved a flexible wheeled or tracked base, a soft adaptive gripper and high-resolution cameras with real-time image processing.
Outcome: The robots reduce labor costs, enable 24/7 harvesting, minimize fruit damage and provide valuable data on harvest quantity and quality for better production planning. DUCO’s collaborative robot system represents a step toward modern, intelligent agriculture. Its combination of AI, flexible mechanical design and autonomous navigation demonstrates how robotics can address labor shortages and improve operational efficiency while supporting data-driven agricultural decision-making.
DUCO ROBOTS' harvesting machine in the field. Photo courtesy of DUCO ROBOTS

Automated tomato picking in a greenhouse
Wes Garrett, executive director, global accounts, FANUC America
Description: Four Growers developed the GR-200 robotic tomato harvesting platform, powered by FANUC’s LR Mate robot. The system was implemented in 2025 and combines AI-driven vision and motion planning to identify and harvest ripe tomatoes with quick precision for greenhouse growers. FANUC’s robot was selected for its speed, payload capacity, reach, compact footprint, environmental capabilities and ease of use — all critical factors for greenhouse environments.
The system includes a FANUC robotic arm that is calibrated with cameras that can detect and harvest tomatoes with precision. AI vision helps the system pick tomatoes five times faster than competing systems without damaging plants by using a novel motion planner that identifies collision-free paths 34 times faster than standard motion planning algorithms. Four Growers is also testing AI to detect how many tomatoes will be ripe in the coming weeks, offering improved process control.
Obstacles/Challenges: Ensuring that FANUC’s industrial robotics could perform exceptionally in a greenhouse environment required reviewing everything from durability to how the robot interacts with delicate produce. Conditions change constantly in agriculture, and tomatoes demand a gentle touch, whether that’s consideration of food-grade robot models, end-of-arm tooling or performance in real-world conditions. And yet, like many other industries and applications, there were also very specific needs for this system in terms of robot payload, speed, reach, footprint and ease of use.
Outcome: Looking at the speed and accuracy of our robot harvester, we are already reaching labor savings of up to 50%. And that’s just the beginning. The first cucumber harvesting robot was recently launched by Four Growers.
Extended robot arm is readied to pick only ripe tomatoes based on cameras’ image processing. Photos courtesy of FANUC


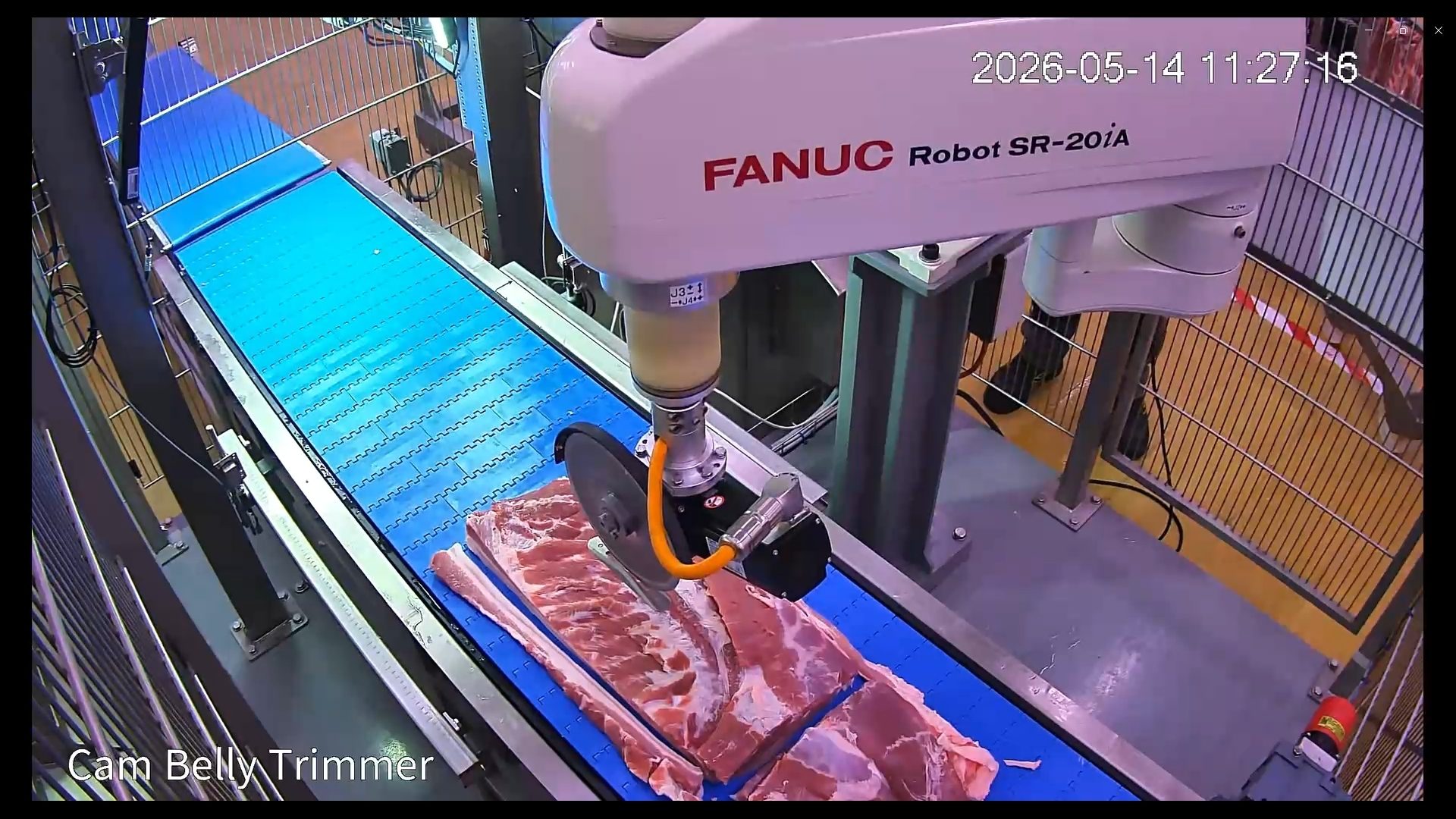
Pork belly trimming brings home the bacon
Anders Tønnesen, president, meat solutions Europe sales, Frontmatec by Fortifi
Description: This relatively new application involved pork belly trimming to produce bacon. The bacon portions of the belly must be cut square so they can be sliced and packaged. Prior to the industrial robot automation, the bellies were hand trimmed using straight knives along with either metal or plastic templates placed over the pieces of meat to ensure they were trimmed square. Unfortunately, the metal templates caused knives to dull faster, and the plastic templates created the risk of tiny cut pieces of plastic making their way into the meat. To automate the process, industrial robots were applied that completely eliminated hand trimming processes, as well as the need for templates.
The belly trimming robots use 3D vision system cameras. As the belly pieces of meat move past on a conveyor, the vision system takes live pictures of each piece. In a practically simultaneous operation, the photo information transfers to special software, then to the robot controller and on to the robot as it makes the cuts. Prior to this technology, there was a lag time between the vision system taking the photo, software analyzing the photo information and sending the cutting coordinates to the robot. Now, the vision system continuously sends the robots information, so basically, the process is instantaneous. The system software analytics (AI), in essence, allow for machine/robot learning to optimize the trimming process.
Obstacles/Challenges: The main obstacles in the belly trimming application were achieving sufficient camera and computing power and minimizing the overall size of the robot cell. New vision system technology provided the needed computing power not only to take photos faster but also analyze them more quickly and send the information to the robots. To minimize the cell space, the minimum robot load and reach capacities were applied.
Outcome: Besides eliminating injuries and other labor-related issues such as using the wrong template, the belly trimming industrial robots optimize the overall operation. The robots maximize yield, trimming about 600 bellies per hour as opposed to manual operations that did around 200 per hour.
A robot makes the cuts at the right places through 3D vision system information acquired and processed by AI-powered software analytics. Photo courtesy of Frontmatec by Fortifi
System integrator builds frozen foods palletizing system
Mike Peek, marketing manager, Güdel Inc.
Description: Mesh Automation is a systems integrator that has developed a palletizing solution for one of its customers, a major food processor handling all types of frozen foods, from poultry to seafood. The company moves an average of 10 million pounds in and out of its warehouse every week. The customer blast freezes products so they are ready to ship the next day. The process involves picking cases from a pallet and then re-palletizing with a separator between each pallet layer. The frozen nature of the product presents some challenges that handling dry, room-temperature products do not encounter; additional challenges include the presence of bleach wash, a 37°F work area and the need for corrosion resistance.
Obstacles/Challenges: Prior to being loaded into the -40°F blast freezer, the cases must be stacked to allow the flow of cold air to reach all sides of the cases or risk having the product thaw, creating a potential food safety issue and loss of product. The full cases are heavy, weighing approximately 30 kg (66 lbs.) per case. In addition, the cases often have moisture, spilled liquids from the product itself, or frost on them, which makes handling even more difficult.
The amount of labor required for the process and safety issues provided the impetus for automation. Safety issues include forklifts moving in very close proximity to the workers stacking. And the near-freezing conditions create hazards such as slippery cases and floors, exacerbated by the workers wearing heavily insulated clothing and gloves.
These processes were all done manually. Cases full of product were delivered to the work cell and the employees took the cases and re-stacked them on pallets.
Outcome: The solution consists of a dual carriage system on a ZP-5 Güdel gantry, connected via a linkage bar. Güdel provides the track upon which the robots run, as well as the Z axis on one of the carriages. The second carriage has a pneumatic Z-axis outfitted with a specialty gripper system, designed by Mesh Automation.
Automating the process reduced the required labor by over 90% (from 20-plus workers to less than two) while maintaining the throughput of five production lines and reducing the required floor space by 80%. At the same time, potential safety issues are mitigated by reducing the human traffic in the area and removing the need for humans to manually handle the product.
Front view of Mesh Automation’s palletizing system. Photo courtesy of Mesh Automation

Dutch distillery uses cobots to palletize six-bottle, 24-lb. boxes
Kristian Hulgard, general manager, Americas, OnRobot
Description: Schrobbelèr B.V., a Dutch distillery, implemented the MoveComponents off-the-shelf-solution palletizer, a cobot-based system powered by OnRobot’s D:PLOY programming platform. The application focuses on palletizing six-bottle boxes, each weighing approximately 24 lbs. (11 kg).
The system was installed and fully operational within a single day, implemented during active production without disruptions. Before automation, manual palletizing was a physically demanding, repetitive task that caused ergonomic strain and potential physical complaints for workers. By automating this process, the distillery solved its labor-intensive bottlenecks while protecting its staff and maintaining its traditional craftsmanship.
The AI-driven logic in D:PLOY automatically handles the deployment process, including configuring the robotic application and generating the necessary code for pallet patterns and product sizes. This is supported by intelligent hardware like OnRobot’s VGP30 gripper, which uses intelligent vacuum control to automatically adjust to different box types or interlayers, optimizing energy usage and handling inconsistent materials without human intervention.
Obstacles/Challenges: The primary obstacles were limited in-house technical expertise and the high cost and complexity associated with traditional robotic systems. Typically, these systems require weeks of custom programming by outside experts, making them a risky and expensive investment for small-to-medium enterprises.
Schrobbelèr solved these issues by choosing an off-the-shelf solution. Unlike “turnkey” systems that still require customization, this D:PLOY-powered system offered:
- Immediate availability: Pre-built and pre-configured for same-day installation.
- No-code interface: The intuitive interface allowed the commercial director, who has no technical background, to manage the system and perform workpiece changeovers in minutes.
- Price transparency: A simple, fixed price that eliminated hidden integration costs.
Outcome: The application has improved efficiency and scalability while reducing worker strain. Key improvements include:
- Productivity gains: The system supports a throughput of approximately ±8 cycles per minute and can handle diverse products, including cardboard boxes, trays and sealed goods. The MoveComponents Cobot Palletizer met Schrobbelèr’s production demands, using minimal floor space and offering a stacking height up to ±2,400 mm (94.5in).
- Deployment speed: D:PLOY reduces deployment time by up to 90%, allowing the distillery to see a return on investment in less than a year.
- Operational control: The distillery can now independently redeploy the system for new bottle sizes in minutes, removing the need to pay for outside integrators whenever production requirements change.
MoveComponents' palletizer’s compact design and small footprint fits easily into existing work cells. Photo courtesy of OnRobot


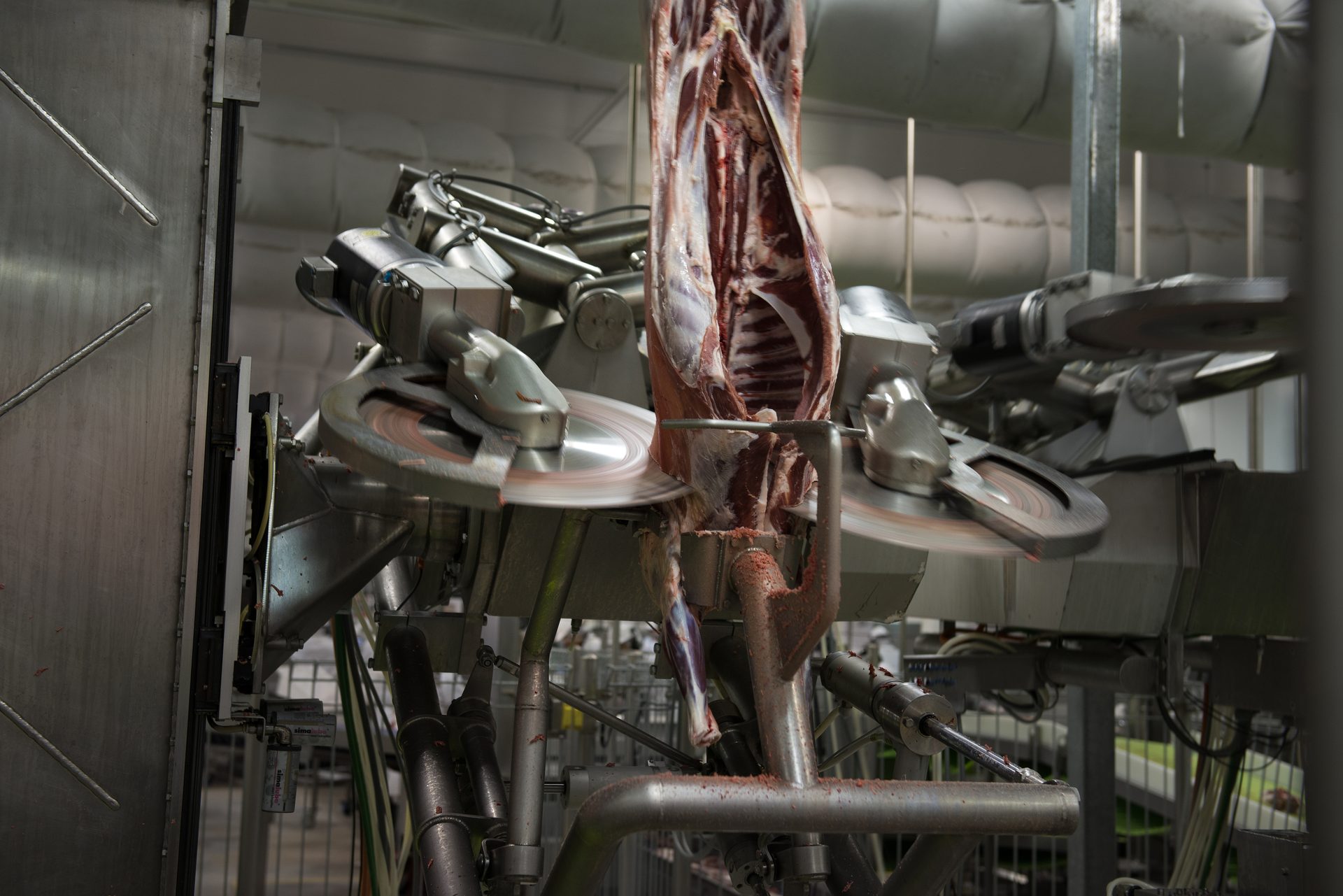
Robots handle lamb processing
Mike Christman, CEO, and Mark Host, president of protein, Scott Technology
Description: Globally, meat processors are under increasing pressure to maintain and improve consistent throughput and yield while dealing with labor scarcity and rising operational complexity. At industrial scale, automation becomes fundamental to maintaining efficiency, consistency, and ultimately, the stability of plant operations.
Systems like LEAP are emerging as a response to those pressures, combining robotics, sensing and real-time decision-making to help processors operate at scale. The LEAP system is an advanced robotic solution designed for high-throughput meat processing, specifically end-to-end automated boning room flow — from X-ray grading through primal separation and specialized robotic processing streams. It has been deployed across multiple lamb processing facilities globally — most recently in the United Kingdom and Australia. Our strategic focus now is to accelerate this technology across other red meat markets, including beef.
The core problems LEAP technology addresses are the combination of labor scarcity, product variability and the need for consistent yield. Traditional manual processing relies heavily on skilled operators, which are increasingly difficult to source and retain. At the same time, each carcass presents natural biological variation, making standard automation difficult to execute.
LEAP bridges that gap by combining robotics with real-time sensing and decision-making and incorporates proprietary Scott Technology AI-driven vision and decision systems.
The system uses sensors, X-ray and vision systems to analyze each individual product in real time. AI models interpret this data to determine optimal cut paths, adapting robotic blades dynamically to size, shape and composition of each carcass. Rather than following a fixed program, the system effectively makes a decision for each item.
Obstacles/Challenges: One of the primary challenges is dealing with biological variability where no two products are identical. This was addressed through the integration of advanced sensing technologies and AI algorithms that allow the system to respond in real time rather than rely on fixed mechanical paths.
Another challenge is operating reliably in harsh processing environments, including temperature, moisture and hygiene requirements. This required robust mechanical design and careful integration to meet food safety standards.
Finally, change management within processing facilities is always a consideration. Successful implementation depends on close collaboration with the processor to integrate the system into existing workflows and ensure operator confidence.
Outcome: The new system is less of an improvement and more of a transformation.
The combination of X-ray scanning and AI integration enables precision cuts that maximize yield from every carcass processed through the system. Plants become more resilient because they are less exposed to the risks of labor variability and operational disruption. Most importantly, there’s the workplace safety element — the system reduces worker exposure to repetitive, hazardous and physically demanding tasks.
All in all, the system allows processors to be more competitive, operating at industrial scale while maintaining product quality and safety standards.
Carcass cutting in Scott Technology’s LEAP system. Photo courtesy of Scott Technology
Bob’s Red Mill palletizing application demanded a cobot instead of a robot
Parker Morris-Pinson, product specialist, collaborative robots, Columbia/Okura
Description: Bob’s Red Mill deployed Columbia/Okura’s miniPAL+, a turnkey cobot palletizing system built around Universal Robots’ UR20 cobot arm. The system also includes safety area scanners, radar, guarding, built-in pallet jack pockets, a CPT vacuum gripper from PIAB and PALLY palletizing software from Rocketfarm.
As the manual labor market tightened during COVID, Bob’s Red Mill deployed larger industrial palletizing robots for big production lines, but those didn’t fit into smaller, more confined lines. The company needed a solution that could operate closer to workers in tighter spaces, meet required cycle times and handle the reach and payload demands of their palletizing cells. Previous cobots they tested were too slow to keep up with production rates. The UR20 was the first cobot to meet all three requirements: speed (up to 14 cases per minute), payload (20 kg/44.1 lbs., enabling double-picking of boxes) and reach (1,750 mm/68.9 in) — enough to reach the back corners of 81-inch-tall pallets without a seventh-axis lift column).
The system uses PALLY palletizing software from Rocketfarm, certified through Universal Robots’ UR+ platform. PALLY allows users to intelligently create and manage pallet patterns and handle changes in production packaging or pattern requirements with minimal downtime. Programming is done via the UR20’s teach pendant, where operators teach the cobot pick-up points and input coordinates. The system also uses area scanners and radar to detect when a person or forklift enters the cobot’s work envelope, automatically slowing the cobot from 2,500 mm/second to 250 mm/second (10% speed) — an automated safety response. The UR20’s built-in force and power sensors immediately stop the arm upon collision to prevent injury.
Obstacles/Challenges: The primary obstacle was finding a cobot that could meet the site’s performance requirements. Bob’s Red Mill had been evaluating cobots for years but found none with sufficient reach, payload and speed. The breakthrough came when Columbia/Okura released its UR20. The UR20’s 1,750 mm reach eliminated the need for a seventh-axis vertical lift column that would have eaten into the cycle rate on their taller-than-average 81-inch pallets.
Once the right hardware was identified, deployment was fast. The system was unboxed and bolted together in a couple of hours (versus a week-long installation for a traditional industrial robot), and all four shifts of the maintenance team were trained in just 45-60 minutes.
Outcome: The miniPAL+ has freed up four operators across four shifts in Bob’s Red Mill’s 24-hour operation, moving them away from repetitive hand palletizing to higher-value tasks like quality inspection. The system handles up to 14 cases per minute (current production requires 7–8, with a target of 10-12), with the extra capacity absorbing slip-sheet placement and catch-up time. It also supports rapid product changeovers; switching from powders to granular products takes only minutes. Automation is central to the company’s goal of doubling production by 2030, while reducing workplace injuries and growing employee profit-sharing. FE
Full view of the cobot’s cell, having completed stacking the fifth layer. Photo courtesy of Universal Robots

next article