FAB FOOD PLANT
Going to the dogs (and cats)
Petsource by Scoular partnered with Gray for the design/build of its new pet food processing facility in Nebraska
Kristen Kazarian, managing editor
PHOTOS COURTESY OF petsource
Petsource by Scoular is an indirect, wholly owned, independently operated subsidiary of The Scoular Company, a 128-year old supply chain and solutions provider for grain and feed companies around the world. As the pet food industry has grown, so has the need for quality ingredients. Pet food brand owners seek natural foods with high protein and clean label options as owners treat their dogs and cats as family members.
The subsidiary identified an open need for end-to-end contract manufacturing support specific to the freeze-dried ingredient supply chain. Petsource provides recipe development, meat processing, freeze-drying, and packaging capabilities for pet food manufacturers, supported by one integrated facility.
Petsource is a contract manufacturer for the pet food industry, meaning the company produces products to support its pet food customers’ brand names rather than its own.
This is the road to the finished greenfield build.
The Details
Project Client: Petsource by Scoular, Seward, NE
Design/Build: Gray, Lexington, KY
Product: High-protein freeze-dried ingredients for pet food manufacturers
Brands: Contract manufacturer that produces ingredients for pet food brands
Goal: Create a facility for a more efficient process specific to the freeze-dry pet food sector
With an investment of more than $50 million in the Seward, Neb. state-of-the-art facility, Scoular realized an opportunity to create a more efficient process specific to the freeze-dry sector. The uptick in demand for quality ingredients in the pet food industry, including the shift to quality high protein and nutritious ingredients, made the new facility a priority.
Petsource wanted to develop, procure, freeze-dry and package high-protein ingredients as a contract partner for pet food manufacturers. The facility includes a testing laboratory where new pet food ingredients, such as freeze-dried whole organ meats and meat analogue recipes, are created.
Bulk box packaging line, part of the new pet food processing facility.
The Build
Scoular chose Gray as a partner due in part to the design-build company’s extensive experience in the pet food sector and provided fully integrated services on this facility—including site analysis, architecture, engineering services, construction management, site management, equipment procurement and equipment installation. Gray Solutions, a Gray company, provided technical consulting, process engineering and process controls/automation services. This was a collaborative effort from the Gray family of brands to deliver Scoular’s first manufacturing venture into the pet food sector.
Although this is a pet food manufacturing facility, it was designed and constructed with the same details and practices as a human-grade food facility, including USDA and FDA standards, and complete raw and ready-to-eat (RTE) separation. The support areas are split up to ensure cross-contamination is not an issue. In fact, the areas have two separate entrances with hand and boot wash stations on opposite ends of the plant to make certain that food safety procedures are specific to each production area.
Additionally, the raw and RTE employees have separate locker rooms, donning and doffing areas, and welfare facilities. Floors are color-coded specific to each production area: red for the raw side of the facility and gray for the RTE side. Further protection of possible cross-contamination of raw and RTE spaces was incorporated through air pressure and movement within the refrigeration system.
The finished goods warehouse.
Administrative employees have their own entrance as well. Corridors and maintenance access were designed throughout the facility to ensure appropriate employee movement in and out of production locations.
Raw product is shipped offsite to a neighboring High Pressure Pasteurizing (HPP) facility for pasteurization. The HPP step is considered a critical control point; any processing before HPP is considered raw, and after is considered RTE. There are separate docks for raw ingredients as well as the post-HPP product entering back into the facility.
Challenges/Lessons
The pandemic naturally brought along challenges with receiving materials from overseas and commissioning agents in other countries. Despite the travel ban, the team found other methods of communicating and troubleshooting through such methods as video messaging, online conferences and virtual site walks. “Through robust safety plans and coordination with all of the construction partners involved, Gray project and site managers ensured the work onsite continued safely and without pause during the height of the pandemic in mid-2020, resulting in a successful, on-time completion in fall 2020,” says Amy Patterson, president, Petsource by Scoular.




Post-freeze dry area; lab and R&D center; and raw processing area.
Despite 53 days of delays in receiving the freeze-dry chambers due to COVID-19, and over 100 days of weather delays and multiple site-wide shutdowns due to COVID-19, the commissioning date was met successfully. This required creative resource planning and perseverance from all parties involved.
“Gray has a deep history with pet food projects. In fact, more than one million metric tons of pet food and treats are produced on systems designed and/or installed by Gray. “Our integrated team of equipment manufacturers, engineers, automation specialists, facility designers and construction experts work with pet food companies to solve the most sophisticated problems and realize the boldest initiatives,” explains Tyler Cundiff, president, Food & Beverage Market at Gray Inc. “While this experience was brought to Petsource, additional knowledge was gained on this project through close collaboration with the Petsource team that Gray is applying to current and future projects.”
Building features
Located in the Seward/Lincoln Regional Rail Campus in Seward, Neb., the 106,093-sq.-ft. greenfield facility, on approximately 16 acres, provides a complete freeze-drying supply chain solution, including a warehouse, cold processing rooms for raw meat, freeze dryers and packaging rooms.
"Through meticulous hygienic design and segregation of people, process and trash flows, Petsource encompasses all freeze-drying processes in one building with safety and quality at the forefront. The facility was built to the same standards as a human food plant,” says Paul Kornman, senior project manager, Gray.
Specific building/site features include:
• Floor construction consisting of structural slabs
• Wall construction made up of insulated metal panel (IMP)
• Structure of conventional steel and structural steel
• Ammonia refrigeration system, consisting of 38,000 lbs. of ammonia
• (2) 4,000 amp switchboard
• Bollards were poured in concrete as opposed to a bolted design
• Windows were incorporated between production rooms to allow visible access without having to enter a room
• Hand wash stations are designed to allow hands-free washing to be contained, so not invasive to the surroundings
• Washroom finished employees in the raw handling areas mimic the visual control used in the corridor flooring and designated smocks
• Pretreat waste before discharged to wastewater treatment
• Storm management detention basin on-site to manage storm water runoff
Freezer space in the new facility.

Wastewater is another element that is kept completely separate. None of the process wastewater flows through the RTE side. Each area’s process waste exits the building and is not tied to the other in any way.
The build project was completed in 17 months and included about 150 workers on site at the peak of construction. Approximately 100 new jobs are being created as a result of this project.
Processing Line
The product processing flow begins with receipt of raw ingredients, which are processed into the desired preforming recipe. This product is then exposed to a log count reduction step and moves through the forming and freezing process, with drying and packaging being the last two steps. As a contract manufacturing partner, the processing capabilities are designed to provide flexibility in support of multiple customer needs.
The state-of-the-art line can be switched out easily to accomplish customer needs, including the following:
• Processing capabilities such as whole-muscle dicing, blending, cold extrusion, chubbing and internal mechanical spiral freezing
• Packaging options such as 30 lb. bulk boxes, retail pouching, club display ready pallet and bulk totes
The raw material handling and end-of-line packaging unit operations in the new facility are standard; however, several unique processes were included, such as:
• A custom-designed and fabricated casing removal system: Petsource and Gray worked together with a local stainless steel fabricator to create a first-of-its-kind sanitary slicing table. As a solution to finding just the right option for stripping 4-5” diameter chubs, the table blades automatically slice chub casing under an enclosed shroud, actuated by 2-hand control push buttons. This process eliminates hazards associated with sharp blades and lowers ergonomic risk as the manual interaction is reduced.
• UV tunnel: Petsource utilizes unique UV equipment that was custom-modified for maximum sanitary design to kill bacteria, viruses, mold and fungus for proteins prior to being formed or diced.
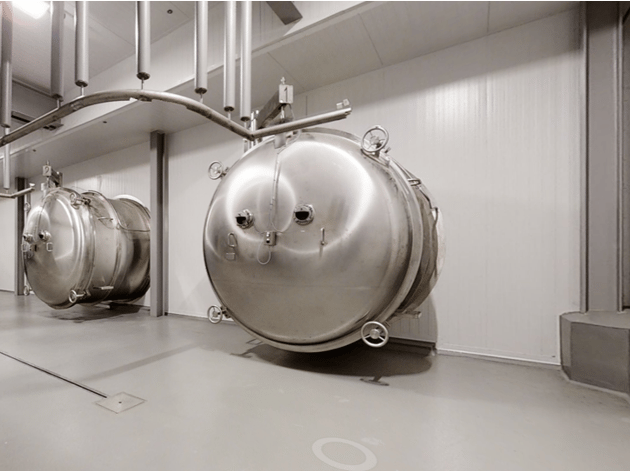
• The largest capacity, two-door lyophilizers (freeze-dry chambers) currently in North America: The Petsource equipment has 136 m^2 of effective tray area, 330 kg/hr. of sublimation capacity, and a door at both ends of the chamber to facilitate product and path flow separation.
• Custom active wash racks coupled with rotary sprays: Petsource utilizes this technology to thoroughly clean and sanitize hard-to-access surfaces in Sanimatic cabinet washers. Several of these cabinet washers are used to provide versatility with the ability to wash multiple parts, from the smallest fittings to large pallets/baskets in a single wash chamber. Selecting this type of washer significantly lowered project capital cost while maintaining proper direct spray zones tailored to each part item for thorough soil removal.
Pre-freeze dry room.
Custom touches were included on several existing technologies to exceed general operability and food safety guidelines, creating a new standard for the industry. For example, all AMFEC tote dumper controls were upgraded to incorporate custom two-hold buttons on a remote stand, so that both hands are occupied and distanced from all possible pinch points when actuating the lift.
More quality check points exist throughout the facility than in most commonplace process designs with the purpose of eliminating unnecessary material and energy waste by identifying any possible non-compliance material at high-risk locations.
Packaging Line
Two packaging lines were incorporated into the facility—one to accommodate small pouches and another for 30 lb. bag-in-box case weights. Both lines incorporate communication from the filler receiving hopper to the upstream conveyors, ensuring appropriate levels are maintained as well as preventing flux in accuracy, downtime, or yield loss. Additionally, the lines include metal detection and checkweighers with automatic reject mechanisms to direct product appropriately.
The small pouch packaging line includes a filler with an 18 bucket scale head, measuring up to 165 weighments per minute. The automatic rotary bagger is equipped with eight indexing stations and open bag detection enabling it to fill and seal up to 40 pouches per minute. All equipment is designed for quick changeovers with tool-less, hand-removable, or adjustable parts. The case packing is a semi-automatic process that can erect up to 20 corrugated cases per minute through a fully automatic case erector, using Pin and Dome case opening technology, and a bottom taper. The cases are dispersed onto an indexing conveyor for operators to hand-pack pouches. An ergonomic foot switch indexes filled cases through automatic case-taping and coding, concluding in an automatic stretch wrapper. The unit operations are flexible and able to handle a wide variety of sizes and materials, which easily compensates for possible material supply imperfections.
The bulk box line features a similar level of automation integration to the small pouch packaging line. With a vibratory net weigher, the line is designed for dispensing approximately 30 lbs. every 10-15 seconds with accuracies better than 1%. While the sealer requires some level of manual operation, it boasts a reliable hermetic seal for any heat sealable material. Also, it can be easily adjusted via the HMI to optimize cycle time and general performance for varying case liners.
The system allows packaged ingredients to be traced back to the material supplier through Petsource’s batch control with pallet and tote identification. Petsource can track and trace inventory through finished product to reconcile all material flow.
“We are excited to drive innovation in the pet food industry and are encouraged by our customers’ enthusiasm for the capabilities within our new facility.”
— Amy Patterson, president, Petsource
Under one roof
As one of the first pet food plants in the U.S. to bring multiple phases of the freeze-drying manufacturing process together under one roof, Petsource provides unparalleled levels of safety, quality and reliability across the entire pet food supply chain.
A full-time R & D director, R & D scientists and technical support team are also on staff at Petsource. Since it is a contract manufacturer, the company partners with its customers to improve manufacturability of their respective products as well as assist in development of new products. This product development operation is located within the facility, completely standalone from the main process, and uses a separate freeze dryer sized appropriately for small batch testing.
The facility includes multiple freeze-dry chambers in addition to all supporting raw processing, forming, freezing, packaging and sanitation equipment for a thorough, reliable process.
Petsource also offers a wide variety of products, due to the process flexibility throughout the facility. Through a combination of tempering rooms and meat processing equipment, the company can grind a large range of infeed protein materials, mix a variety of formulas, dice and form numerous shapes, tailor finished product texture and moisture content, and package ready-to-eat (RTE) goods in almost any of today’s popular pouch and case sizes.
Employee well-being was top of mind during the design of the facility. Break rooms include windows for natural light and ergonomic elements to provide mentally healthy environment both inside and outside of the production area.
Each of the employee welfare areas, RAW and RTE, have an abundance of space for social distancing allowing for safe interactions during breaks. The additional conference rooms and training room allow for multiple locations for employee meetings of various size teams. Separate RAW and RTE supervisor team rooms allow for effective daily pre-shift meetings. The dividing corridor between the front office and the plant is used for Safety, Lean, and Planning display boards, and is valuable for daily review with the plant leadership team.
The new facility is positioning Petsource as the choice provider for high-protein, freeze-dried ingredients. The one-story operation was designed to the highest level of efficiency to allow for the capability to expand the facility to support future growth.
“While [our] experience was brought to Petsource, additional knowledge was gained on this project through close collaboration with the Petsource team that Gray is applying to current and future projects.”
— Tyler Cundiff, president, Food and Beverage Market, Gray